SBJD-06通用機電設備安裝與調試實訓平臺
一、設備概述
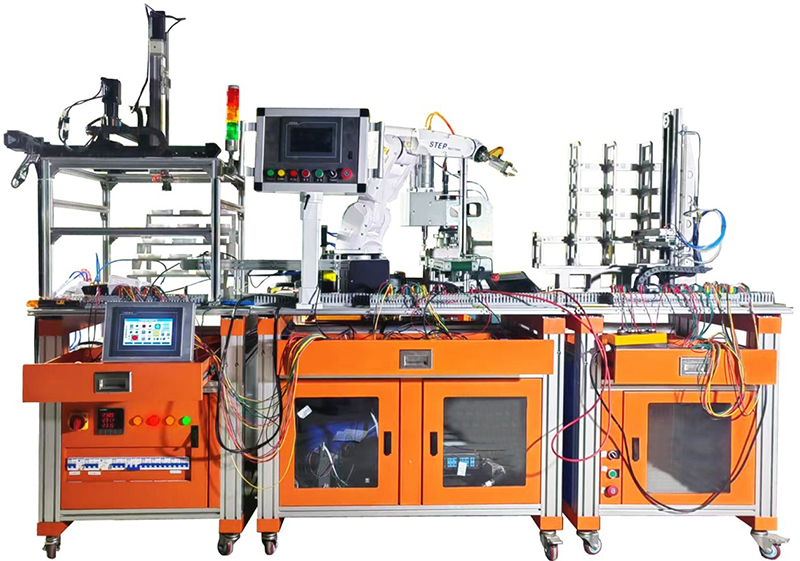
通用機電設備安裝與調試實訓平臺主要由實訓臺架、典型的機電設備的機械部件,電氣控制單元等組成。典型的機電設備的機械部件主要包括供料機構、傳送帶輸送分揀機構、工業機器人、直角坐標機械手、立體倉庫以及可擴展的模擬生產設備實訓模塊等;電氣控制單元主要有電源配電、PLC 可編程控制器、觸摸屏、變頻器、步進電機控制、伺服電機控制、按鈕指示燈、接線端子及各種檢測傳感 器等部分組成。整體結構采用開放式和拆裝式,可根據現有的機械部件,以模塊化的方式組裝和搭建具有 生產功能的智能生產線設備,也可添加其它機械部件組裝其他生產設備,使整個裝置能夠靈活的按教學或 競賽要求組裝具有生產功能的智能生產線設備。
通用機電設備安裝與調試實訓平臺適合中等職業學校的《機械技術》、《機電設備安裝與維修》、《機電技術應用》、《電氣運行與控制》、《電氣技術應用》、《電氣及PLC控制技術》、《可編程控制器技術》、《PLC及其應 用》、《人機界面組態與應用》、《傳感器檢測與應用》、《工業機器人基礎與應用》、《運動控制技術 與應用》、《變頻器技術及應用》、《電子電器應用與維修》等專業課程的實訓教學。也適合中高職學校、 職業培訓學校、職教中心、鑒定站的PLC實操、技能鑒定考核。
二、技術參數
1.輸入電源:三相五線制AC 380V±10% 50HZ
2.輸入功率:≤2 kw
3.工作環境:
(1)溫度:-10℃~+40℃
(2)相對濕度:≤90%(+20℃)
(3)空氣清潔,無腐蝕性 及爆炸性氣體,無導電及能破壞絕緣的塵埃
4.設備成套重量: 500kg
5.外形尺寸: 實訓臺1:長×寬×高=1200mm×800mm×925mm(大)
實訓臺2:長×寬×高=800mm×800mm×925mm (小)
實訓臺3:長×寬×高=800mm×800mm×925mm (小)
擴展實訓臺4:1200mm×800mm×925mm(大)
6.本質安全:具有接地保護、漏電保護功能,安全性符合相關的國家標準。采用高絕緣的安全型插座及 帶絕緣護套的高強度安全型實驗導線。
7.十字機械滑臺送料單元。十字機械滑臺送料單元包括底板、 電機、聯軸器、軸承及軸承座、直線導軌、 滾珠絲杠、滑板、同步帶 等運動部件,實現將物料從倉庫按照縱橫向移動傳送到物料加工單元。
8.多工位轉塔加工單元。多工位轉塔加工單元包括上下模盤、孔加工部件、孔加工模具、鏈傳動機構等部件,實現物料機械加工。
9.工業機器人單元。工業機器人單元由 6 自由度機器人手實現將物料從智能倉儲單元搬運至十字機械滑臺送料單元,移動到物料 加工區等待,當物料加工完成后將加工后的工件放在的傳送帶上,在移動到 智能倉儲單元區等待,完成將檢測后的工件抓取入庫等功能。
10.工業機械手搬運單元:工業機機械手搬運單元采用龍門架結構,可實現任意位置工件的抓取物料。
11.視覺檢測單元。當加工完成的工件傳送到該位置時,利用視覺檢測單元對成品進行檢測,若符合要求,則傳送帶將工件繼續往下輸送;若不符合要求,則利用分揀機構將工件分揀到廢品倉庫。
12.智能倉儲單元。智能倉儲單元包括底座及支架、齒輪齒條、 帶傳動、貨叉裝置、工件儲存庫位、真空吸盤等部分,根據通用機電設備工件入庫任務要求完成物料出庫、工件入庫等相應功能。
13.控制系統:系統可由多臺 PLC 組成,PLC 之間通過工業控制網絡通訊實現互連。
三、功能特點
1.設備臺架:
本設備以3張鋁合金導軌式實訓臺為基礎平臺,擴展一張機械裝調實訓臺以及鉗工實訓臺,整體外觀采用雙拼色搭配,主體面版采用深灰色,局部以黃色作為點綴。整體結構采用開放式和拆裝式,框架結構 主要采用鋁合金型材搭建而成,型材有圓角,型材凹槽有包邊,型材桌面采用懸浮式工作臺設計,桌面四周有圓角型材包邊,支撐腳底部帶有萬向腳輪。實訓臺下方四周都采用封門設計,前后面板采用帶鎖的可 拆卸結構設計,內部集成電源控制柜、機器人控制柜以及氣站單元等功能。實訓臺左右側面板均設置了三個標準的電源插座、氣源接口、配電箱后側均采用航空快插接口設計。 實訓臺可根據不同形式生產功能要求將多個實訓臺組合成不同長寬的基礎工作面,然后在基礎平臺上 根據現有的機械部件,以模塊化的方式組裝和搭建具有生產功能的智能生產線設備,也可添加其它機械部 件組裝其他生產設備,使整個裝置能夠靈活的按教學或競賽要求組裝具有生產功能的智能生產線設備。
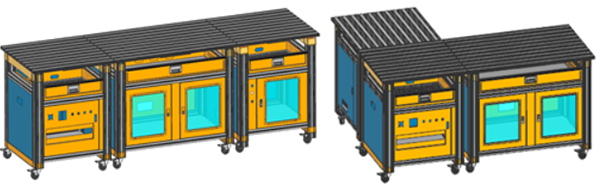
圖4-1 實訓平臺多種布局方式
如圖4-2所示:實訓臺另外單獨配套一張機械裝調單元的工作臺(工作臺4)和一張鉗工臺,機械裝調工作臺可用做于十字滑臺、轉塔沖壓機構等機械裝配單元的模塊搭建與調試,如圖4-3所示:鉗工臺可用于零部件的組裝,測量以及方便地存放工作時所需要的手工具和零部件。
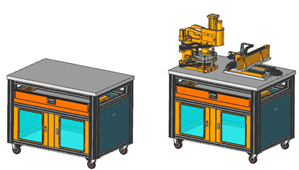
a.搭建前 b.搭建后
圖4-2 機械裝調工作臺
實訓臺的控制單元采用網孔式抽屜,可根據不用的控制要求,選擇或擴展相關的電氣控制元器件,靈 活的安裝在抽屜網孔面上,自由搭建、布局靈活、擴展性和互換性強,實訓操作時更加貼近工業自動化設 備生產操作環境。如圖4-4所示
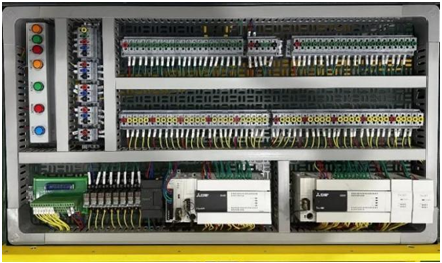
圖4-4 網孔式抽屜
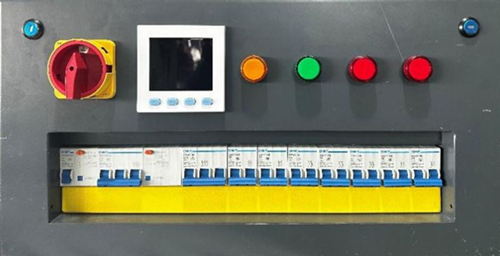
2.電源供電:設備的配電箱位于實訓臺2的下方,電源供電采用配電箱集中配電方式,設備供電采用兩組獨立的供 電進線方式,其中一組為三相五線制AC 380V的進線方式,電源進線經設備負荷開關再到三相漏電保護開 關,最后經過各小型斷路開關單獨給設備各單元模塊進行供電,配電箱后側面板均采用航空快插接口設計, 使各單元電源連接更加方便,靈活。配電箱中還配置一臺直流開關穩壓電源,輸出為DC24V/10A,為系統提 供穩定可靠的控制直流電源。另一組采用單相AC 220V的進線方式,給外圍設備(計算機、線號機、小型 氣泵等)進行供電,供電接口位于設備的兩側。
圖4-5 設備配電箱單元
3.PLC:
變頻器及觸摸屏模塊 PLC、變頻器及觸摸屏控制系統模塊可選配不同品牌的配置,選配型號參考配置清單中的選配表;人 機界面采用昆侖通態7寸彩色觸摸屏,配套安裝支架,支架可固定與實訓臺架鋁合金臺面上。本設備中的 PLC、變頻器、按鈕指示燈控制元件及其它電氣元件均安裝在網孔式抽屜中,可進行靈活的布局、安裝、 接線和擴展.
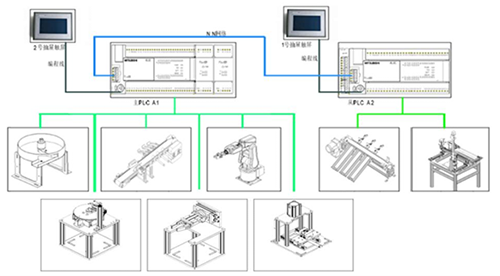
圖4-6 控制系統網絡拓撲圖
4.采用插接線一體化接線端子 本設備的PLC模塊的I/O 端子、變頻器的接線端子、各指令開關、光電開關、傳感器和指示元件的電路,控制元件電路均采用接插線一體化兩用的接線端子。 當采用即插即用型端子插接方式接線時,可增強學生對PLC接線的認識,使用靈活,安裝方便。當采用直接接線方式,則更加接近工廠實際,能更好的提高學生接線的動手能力。該接線端子還可根據不同的電氣屬性,選用不同顏色的安全插座,可進行靈活的組合和端子布局。既保證學生基本技能的訓練、形成和鞏固,又保證電路連接的快速、安全和可靠。
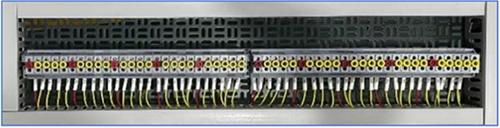
圖4-7 插接線一體化接線端子
5.供料裝置:在該設備中的供料裝置提供了多種不同形式的供料機構,如圖4-8所示:4-8-a采用的是托盤式供料 形式;4-8-b采用的是轉盤式供料形式;4-8-c采用的是十字滑臺送料形式;在搭建自動化生產線時,可 根據不同場景的供料需求選擇相關供料模塊。 如圖4-8-a所示:托盤式供料臺機構采用多層托盤結構設計,托盤采用3×3排列設計,每個托盤可 放置多種不同屬性的物料,供料時,通過工業機器人直接在托盤上抓取。 如圖4-8-b所示:轉盤式供料底部裝有直流減速電機,作為旋轉動力,并通過緩沖裝置與送料盤內部 的螺旋葉片連接,供料時,直流電機驅動螺旋葉片旋轉,將物料送至出料口。 如圖4-8-c所示:十字滑臺機構由2臺交流伺服電機,分別通過同步帶傳動的方式驅動兩根高精度滾 珠絲桿及滾珠式雙滑塊平面直線線性導軌,構成X、Y兩軸定位裝置,在平面內可完成各種高精度、高難 度的供料移動或加工傳動。
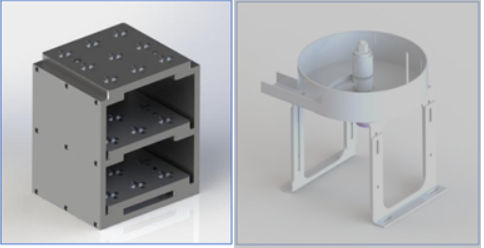
a. 托盤式供料臺 b.轉盤式供料
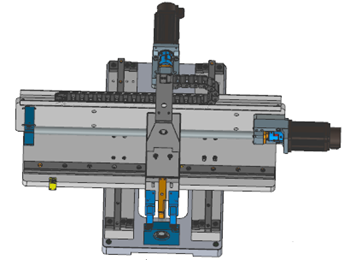
C、十字滑臺
圖4-8供料裝置
6.傳送帶輸送分揀裝置
如圖4-9所示,在設備中的采用了步進電機和三相異步電動機電機加編碼器兩種不同驅動方式的傳送 帶,傳送帶運行時,物料可在傳送帶上進行自由定位,以滿足物料在不同位置的檢測,分揀,抓取等功能。 在傳送帶兩端處設計有擋料口,通過光電傳感器檢測物料;傳送帶上裝有三個出料槽,同時正對料槽位置 裝有推料氣缸,對不同類型的物料進行分揀。
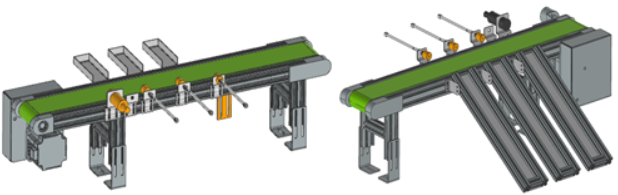
圖4-9傳送帶輸送分揀裝置
7.智能檢測單元
在該設備中,以梅花型聯軸器作為物料的檢測對象,在智能生產設備中配置有傳感器檢測裝置,可檢測出聯軸器的高度,外徑大小以及緩沖墊顏色等屬性信息。
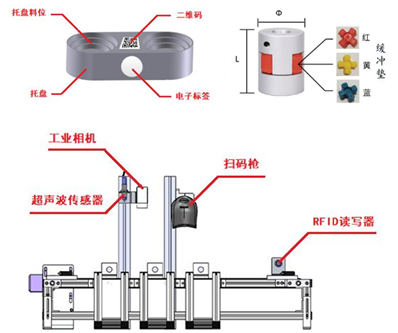
圖4-10 檢測分揀單元 機器視覺檢測系統主要由視覺光源、工業鏡頭、工業相機、視覺控制器、顯示器以及上位機軟件等部 分組成,在智能生產設備中可用視覺檢測系統檢測出物料的不同特征屬性。

a.工業相機 b.調焦鏡頭

c.光源 d.視覺控制器
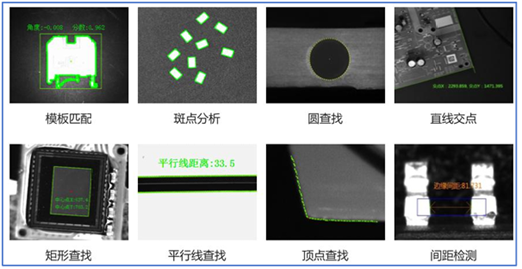
e.軟件算法平臺
圖4-11視覺檢測系統
8.工業機械手裝置
在該設備中采用采用了工業機器人和直角坐標機械手兩種工業機械手裝置,工業機器人可選配不同品 牌的配置,該兩種機械手在系統中主要用于物料的搬運或者進行工件裝配等工作,可根據不通的功能需求, 進行組合或者功能互換。
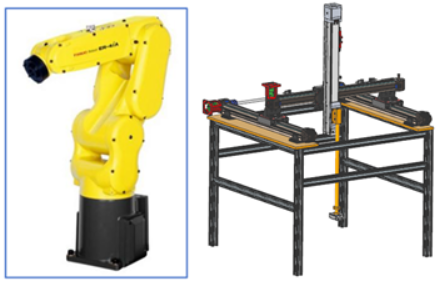
a.工業機器人 b.直角坐標機械手
圖4-12 工業機械手裝置
工業機器人在搬運或裝配的過程中,根據不同的搬運對象或者不同的裝配流程,需要用到不同的夾具, 如圖4-13所示,該平臺配置了多種氣動手爪快換裝置,以滿足不同的工裝要求。
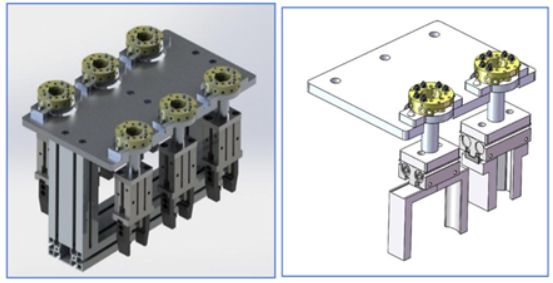
a.工業機器人側 b.直角坐標機械手側
圖4-13 快速換爪裝置
9.工件旋轉及翻轉裝置
工件在檢測或者進行裝配時,需要對工件進行不同角度的識別及校準,最后通過工業機器人和沖壓單 元進行裝配和沖壓。如圖4-14所示:旋轉機構可滿足工件在旋轉工作臺平面上任意角度的旋轉及位置校 準,翻轉機構可滿足工件在垂直工作面上180度的翻轉
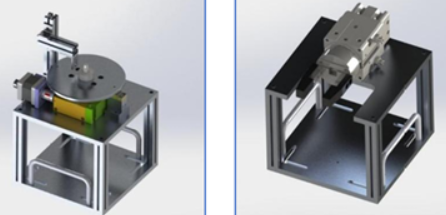
a.旋轉機構 b.翻轉機構
圖4-14工件旋轉及翻轉裝置
10.沖壓裝置:在該設備中的供料裝置提供了兩種不同形式的沖壓機構,如圖4-15所示:4-15-a采用的伸縮沖壓; 4-15-b 采用的是機械式沖壓;在搭建自動化生產線時,可根據不同沖壓加工場景選擇相關沖壓加工模塊。 如圖4-15-a所示:伸縮沖壓機構主要包括伸縮滑動料臺,模擬沖頭和沖床,物料臺伸出/縮回氣缸等 組成。該裝置的主要功能是該把該單元物料臺上的工件(工件由抓取機械手裝置供料送來)送到沖壓機構下面,完成一次沖壓加工動作,然后再送回到物料臺上,等待機械手裝置取出。 如圖4-15-b所示:機械沖壓機構主要由旋轉部件、模具、自動沖壓部件等部分組成,可根據加工要 求通過步進電機的轉動完成旋轉部件中多形狀沖壓模具的更換動作,并通過氣動定位系統對旋轉模塊進行 精確定位;最后利用氣液增壓缸以及冷沖壓模具的聯合動作對物料進行精密沖壓。
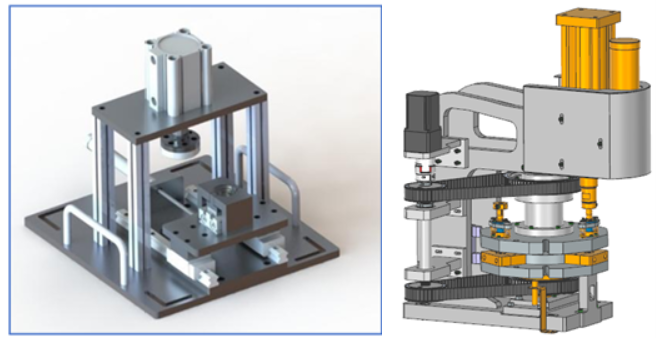
a.伸縮式沖壓機構 b.轉塔沖壓機構
圖4-15 沖壓裝置
11.倉庫裝置:在該設備中的提供了兩種不同形式的倉庫單元,如圖4-16所示:4-16-a采用的是平面式倉庫;4-16-b 采用的是直入式立體倉庫;在搭建自動化生產線時,可根據不同存儲管理場景選擇相關的倉庫模塊。 如圖4-16-a所示,該倉庫裝置采用5層6列的梯形結構設計,在每一層的庫位中,可放置3個物料 托盤,每個托盤可放置兩種不同屬性的物料,在出入庫時,通過機械手不同的夾具,對托盤或者直接對物 料進行出入庫的搬運。 如圖4-16-b所示,該立體倉庫主要由貨架和堆垛機兩大部分組成,貨架采用3層×3列設計,堆垛機 的橫軸和豎軸機械傳動采用高精密的步進電機驅動,配以先進地機械設計、精密的機械加工及裝配,通過 平行和上下移動,將物料平穩精確的送入指定庫位。
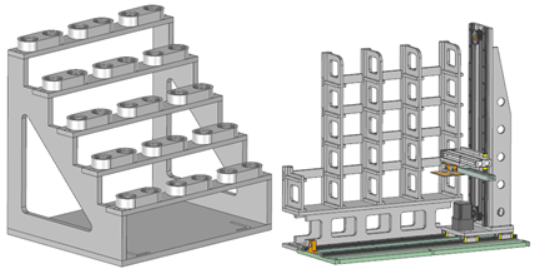
a.平面階梯式立體倉庫 b.直入式立體倉庫
圖4-16立體倉庫
在物料托盤中嵌入了RFID電子標簽、條形碼或二維碼圖形標簽,可以對倉庫的物料進行數據化信息管理,在讀寫信息時,可通過RFID讀寫控制器或掃碼槍操作進行信息的錄入和讀取,實現倉儲的智能化、 信息化管理。
四、主要技術
序號 | 名稱 | 主要技術指標 | 數量 | 單位 |
1 | 實訓桌 | 整體外觀采用雙拼色搭配,主體面版采用深灰色,局部以黃色作為點綴。框架結構主要采用≥70×70mm鋁合金型材搭建而成,型材有圓角,型材凹槽有包邊,型材桌面采用懸浮式工作臺設計,桌面四周有圓角型材包邊。支撐腳底部帶有萬向腳輪。實訓臺下方四周都采用封門設計,前后面板采用帶鎖的可拆卸結構設計,內部可放置電源控制柜、資料夾、機器人控制柜以及氣站等單元。 1.實訓臺1:長×寬×高≥1200mm×800mm×925mm; 2.實訓臺2:長×寬×高≥800mm×800mm×925mm; 3.實訓臺3:長×寬×高≥800mm×800mm×925mm。 4.實訓臺4:長×寬×高≥1200mm×800mm×925mm; 機械裝調實訓臺。 | 1 | 套 |
2 | 配電箱 | 1.配電箱集成在左側實訓臺下方,網孔抽屜式配電柜設計。 2.負荷開關:NF1-32/3.0.1.0,1只; 3.多功能儀表:DB194E-9S4,1只; 4.指示燈:AC 220V黃、綠、各1只,紅燈兩只; 5.漏開開關:3P+N 16A,1只; 6.漏開開關:1P+N 6A,1只; 7.空氣開關:3P,10A,1只; 8.空氣開關:2P,5A,7只; 9.開關電源 DC24 10A 1只。 10.配電箱背板接口: 11.工業防水插座/插頭:三相五線進線,1套。 12.工業防水插座/插頭:單相三線進線,1套。 13.4芯矩形航空插頭:7只。 14.8芯矩形航空插頭:1只。 | 1 | 臺 |
3 | 直立式懸臂控制及顯示單元 | 觸摸屏:7寸,1臺。采用高亮度TFT液晶顯示屏(分辨率800×480),Cortex-A7 CPU為核心(主頻800MHz)的高性能嵌入式一體化觸摸屏。1個RS232、2個RS485、1個以太網、1個USB,電源DC24V; 急停按鈕1只;轉換開關1只;復位按鈕(綠、紅)各1只;24V指示燈(黃、綠、紅)各1只。 | 1 | 套 |
4 | 折疊式觸摸屏顯示單元 | 觸摸屏:7寸,1臺。采用高亮度TFT液晶顯示屏(分辨率800×480),Cortex-A7 CPU為核心(主頻800MHz)的高性能嵌入式一體化觸摸屏。1個RS232、2個RS485、1個以太網、1個USB,電源DC24V;折疊支架,1個。 | 1 | 套 |
5 | 手持式按鈕指示燈模塊 | 急停按鈕1只;轉換開關1只;復位按鈕(綠、紅)各1只; 24V指示燈(黃、綠、紅)各1只。 | 1 | 套 |
6 | 可編程控制器 | 采用三菱第三代3U系列主機,FX3U-48MT,24點輸入/24晶體管輸出,外加16路輸入數字量擴展模塊、8路輸出數字量擴展模塊、,配有以太網口和RS485接口 | 3 | 套 |
7 | 變頻器 | 變頻器采用三菱D700系列0.4KW變頻器,內置濾波器,V/F開環控制,調節方式PAM控制; | 1 | 臺 |
8 | 供料單元 | 直流減速電機(24 V,輸出轉速7.4 r/min)1臺;送料盤1個;多層托盤式供料臺1套。 | 1 | 套 |
9 | 十字滑臺 | 主要由滾珠絲杠螺母副(長度分別為508mm、605mm;公稱直徑20mm;導程5mm;右旋)、直線導軌和滑塊(長度分470mm、寬度15mm、長度分550mm、寬度23mm兩種)、工作臺面(底板、中滑板、上滑座)、軸承(角接觸軸承7202AC、深溝球軸承6202-2RZ)、軸承座(為保證絲桿高度可調故軸承座中心高度為兩種)、端蓋、等高塊、墊塊、導軌壓緊塊、導軌定位塊等組成;為保證設備的穩定性。工作臺面及軸承座全部要求采用精密鑄造工藝,材料為HT250。 | 1 | 套 |
10 | 皮帶輸送分揀1單元 | ≥86mm步進電機1臺;平皮帶1條;單出桿氣缸3只;導桿氣缸1只;單控電磁換向閥4只;光纖傳感器3只;光電傳感器2只;磁性開關4只;物件導槽3個。 | 1 | 套 |
11 | 皮帶輸送分揀2單元 | 三相減速電機(380V,25W,轉速1300r/min)1臺;旋轉編碼器(500線)1只;平皮帶1條;單出桿氣缸3只;單控電磁換向閥3只;;磁性開關3只;光電傳感器2只;物件導槽3個。 | 1 | 套 |
12 | 工業機器人單元 | 六軸工業機器人(詳見選配表2) 1.多關節,軸數量為6,最大運動范圍723mm,額定負載:7kg,重復定位精度±0.02mm; 2.J1活動范圍315°,J2活動范圍±250°,J3活動范圍350°,J4活動范圍450°,J5活動范圍450°,J6活動范圍720°; 3.控制器接口:急停,16輸入,16輸出,485接口,以太網接口2個。 4.額定功率:1.5KW; 5.本體重量:33kg; 6.末端工具由1個真空吸盤及一個氣動夾手、1個真空發生器和1個DC24V單電控電磁閥組成,磁性開關等; 7.配套示教器1只 8.配套機器人仿真編程軟件 | 1 | 套 |
13 | 旋轉單元 | 旋轉機構1臺;步進電機1臺;光纖傳感器1只。 | 1 | 套 |
14 | 翻轉單元 | 翻轉機構1臺,旋轉氣缸1只,手爪氣缸1只;雙控電磁閥2只。 | 1 | 套 |
15 | 伸縮沖壓單元 | 薄型氣缸1只,氣爪1只;標準氣缸1只,磁性開關4只;單控電磁閥3只。 | 1 | 套 |
16 | 機械沖壓單元 | 1.旋轉部件1套;主要由上下模盤定位銷、下模盤下料孔、(08B)、鏈條(08B單排鏈條)、上模盤、下模盤、傳動軸、彈性聯軸器、圓錐滾子軸承(32004、32907、32909)、支座、端蓋等組成。 2.沖壓模具3套:主要由上模總成、上模導套、下模定位塊(2塊)、下模、模具等組成。采用真實數控模具,模具能實現對工件的冷沖壓,且不少于三種,須包含方孔模、圓孔模、腰孔模,另包括模具校棒1套。每種模具需包含上模總成、上模導套、下模定位塊(2塊)、下模、模具校棒等。 3.沖壓機構1套:主要由自動沖床床身、氣液增壓缸(APTC-50-20-1T-F加磁石)等組成,為保證設備的穩定性,自動沖床床身須采用精密鑄造工藝,材料為HT250。 | 1 | 套 |
17 | 直角坐標機械手 | 機構采用龍門框架,伺服驅動具備轉矩、速度、位置、點對點定位及混合模式切換功能;伺服電機功率200W,配有2500ppr編碼器, X軸Y軸同步帶模組1套; Z軸絲桿直線模組1套; 伺服電機及驅動器2套; 集成式步進電機1套; 氣動手爪2只; 雙控電磁閥1只; 三層警示燈1只。 | 1 | 套 |
18 | 視覺檢測單元 | 160萬彩色視覺傳感器,焦距6mm,靶面尺寸1/2.9",分辨率1408×1024,可實現計數、缺陷、有無、定位、邏輯、測量、灰度面積和識別等功能。支持 RS-232、TCP、UDP、FTP、ModBus、PROFINET、EtherNet/IP 等多種通訊模式,24V供電,配套檢測軟件。 | 1 | 套 |
19 | 激光位移傳感器 | 支持modbus協議接入PLC,支持上下限設置可清零顯示, 精度:0.03,測量范圍:30mm | 1 | 只 |
20 | 立體倉庫單元 | 立體倉庫機構1套;RFID讀寫系統1套;RFID托盤15只;手持掃碼槍1套。 | 1 | 套 |
21 | 接線端子 | 插接線一體化接線端子,若干。 | 1 | 套 |
22 | 物料 | 多種規格聯軸器物料,托盤物料。 | 1 | 套 |
23 | 安全插線 | 按標準配置 | 1 | 套 |
24 | 氣管 | Φ4Φ6。 | 1 | 套 |
25 | 通信線 | 觸摸屏與計算機通信線。 | 1 | 條 |
26 | 線架 | 按標準配置 | 1 | 個 |
27 | 電腦推車 | ≥580×450×960。 | 1 | 臺 |
28 | 配套工具 | 按標準配置按標準配置(詳見工具表1) | 1 | 套 |
29 | 氣泵 | W50 | 1 | 臺 |
30 | 產品配套光盤 | 相關軟件,說明書等。 | 1 | 套 |
表1:配套工具
序號 | 名稱 | 型號/規格 | 數量 | 單位 |
1 | 工具箱 | 用于存放工具 | 1 | 只 |
2 | 數字萬用表 | 多用途電子測量儀器,一般包含安培計、電壓表、歐姆計等功能。 | 1 | 只 |
3 | 內六角扳手(組套) | BS-C7 | 1 | 套 |
4 | 活動扳手 | 150×19 | 1 | 只 |
5 | 斜口鉗 | 160mm 6" | 1 | 只 |
6 | 尖嘴鉗 | 6" | 1 | 只 |
7 | 剝線鉗 | HS-700D | 1 | 只 |
8 | 壓線鉗 | HS-06WF | 1 | 只 |
9 | 鐘表螺絲刀 | 按標準配置 | 1 | 盒 |
10 | 十字螺絲刀 | 十字 3*75 | 1 | 只 |
11 | 十字螺絲刀 | 十字 3" | 1 | 只 |
12 | 一字螺絲刀 | 一字 3*75 | 1 | 只 |
13 | 一字螺絲刀 | 一字 3" | 1 | 只 |
14 | 一字螺絲刀 | 0〞通芯一字螺絲刀 | 1 | 只 |
15 | 拉馬 | 150 | 1 | 只 |
16 | 橡皮錘 | 按標準配置 | 1 | 只 |
17 | 圓頭鐵錘 | 1.5磅 | 1 | 只 |
18 | 鉗工錘 | 500g | 1 | 只 |
19 | 扳手組件 | 9件套內六角扳手;150mm、250mm活動扳手各1把;開口14-17和開口7呆扳手1套;開口17-19棘輪梅花扳手1把;M14、M18、M22圓螺母扳手1套 | 1 | 套 |
20 | 截鏈器 | 420~530 | 1 | 只 |
21 | 軸承裝配套筒 | 按標準配置 | 2 | 只 |
22 | 銼刀 | 什錦銼、中扁銼 | 1 | 套 |
23 | 活動手柄 | 螺紋為M8 | 1 | 套 |
24 | 劃線平板 | 300mm×300mm | 1 | 塊 |
25 | 游標卡尺 | 測量范圍:0~300mm,分度值:0.02mm | 1 | 把 |
26 | 深度游標卡尺 | 測量范圍:0~200mm,分度值:0.02mm | 1 | 把 |
27 | 直角尺 | 200×130×12.5mm | 3 | 把 |
28 | 杠桿式百分表 | 0~0.8mm,分度值:0.01mm;含轉接頭、磁性表座 | 1 | 個 |
29 | 百分表 | 0~10mm;含轉接頭、磁性表座 | 1 | 個 |
31 | 千分尺 | 0~25mm | 1 | 把 |
32 | 鋼直尺 | 500mm | 1 | 把 |
33 | 塞尺 | 測量范圍:0.02~1.00mm | 1 | 把 |
表2:隨機技術文件配置
序號 | 名稱 | 型號/規格/編號 | 數量 | 單位 |
1 | 氣管 | φ6蘭 | 5 | 米 |
2 | 氣管 | PU4-2.5 | 15 | 米 |
3 | 氣管 | PU4-2.5 | 15 | 米 |
4 | 三通 | EPE-6 | 2 | 只 |
5 | 扎帶 | 3×120 | 1 | 包 |
6 | 生料帶 | 10-15-20M | 1 | 只 |
7 | 插針 | QE-1008紅 | 100 | 只 |
8 | 插針 | QE-1008蘭 | 100 | 只 |
9 | 保險絲 | 5×20 5A | 5 | 只 |
10 | 五芯護套線 | 5×0.75 | 5 | 米 |
11 | 縫紉機油 | 50g/瓶 | 1 | 瓶 |
12 | 螺絲 | 按標準配置 | 若干 | 只 |
五、機電設備的裝配與調整項目
(一)選用該裝置配置的機電設備部件、氣缸、直流電機、步進電機、伺服電機、傳感器等器件可完成下列機電設備組裝工作任務:
1.機械識圖與裝配工藝的編寫;
2.轉盤供料機構的裝配與調整;
3.托盤供料機構的裝配與調整;
4.十字滑臺機構的裝配與調整;
5.皮帶輸送機的裝配與調整;
6.物件分揀機構的裝配與調整;
7.直角坐標機械手機構裝配與調整;
8.工業機器人單元的定位安裝調整;
9.旋轉機構的組裝與調整;
10.翻轉機構的組裝與調整;
11.伸縮式沖壓機構的裝配與調整;
12.磚塔沖壓機構的裝配與調整
13.智能立體倉庫機構的裝配與調整;
14.自動生產線設備組裝與調整。
(二)氣動系統的安裝與調試項目:
選用該裝置配置的單出桿氣缸、氣動手爪、旋轉氣缸、氣動快換機構等氣動執行元件和單控電磁換向 閥、雙控電磁換向閥和磁性開關等氣動控制元件,可完成下列氣動技術的工作任務:
1.氣動方向控制回路的安裝與調試;
2.氣動速度控制回路的安裝與調試;
3.氣動擺動控制回路的安裝與調試;
4.氣動順序控制回路的安裝與調試;
5.氣動快換控制回路的安裝與調試;
6.氣動系統安裝與調試;
(三)電氣控制電路的安裝與調試:
選用該裝置配置的PLC可編程控制器控制、變頻器、步進電機和伺服電機驅動控制系統和指令開關、 傳感器等,可完成下列電氣控制電路的安裝與調試工作任務:
1.供料單元控制電路的連接與調試;
2.十字滑臺單元電路的連接與調試;
3.變頻器驅動的輸送分揀控制電路的連接與調試;
4.步進電機驅動的輸送分揀控制電路的連接與調試;
5.直角坐標機械手電氣控制電路的連接與調試;
6.工業機器人單元控制電路的連接與調試;
7.工件旋轉單元控制電路的連接與調試;
8.工件翻轉單元控制電路的連接與調試;
9.工件伸縮沖壓單元控制電路的連接與調試;
10.工件轉塔沖壓單元控制電路的連接與調試;
11.智能立體倉庫單元電路的連接與調試;
12.視覺識別系統電路的連接與調試;
13.掃碼槍與RFID信息讀寫系統電路的連接與調試;
14.通用機電設備整機控制電路的連接與調試;
(四)機電設備程序控制與調試項目
1.供料單元PLC控制程序編寫與調試;
2.十字滑臺單元的PLC定位控制程序編寫與調試;
3.三相異步電機驅動的輸送分揀單元PLC控制編寫與調試;
4.步進電機驅動的輸送分揀PLC控制編寫與調試;;
5.直角坐標機械手PLC控制程序編寫與調試;
6.工業機器人單元PLC控制程序編寫與調試;
7.工件旋轉單元PLC控制程序編寫與調試;
8.工件翻轉單元PLC控制程序編寫與調試;
9.工件伸縮沖壓單元PLC控制程序編寫與調試;
10.工件轉塔沖壓單元PLC控制程序編寫與調試;
11.立體倉庫單元PLC控制程序編寫與調試;
12.視覺識別系統流程編輯、PLC程序編寫與調試;
13.掃碼槍與RFID信息讀寫系統PLC程序編寫與調試;
14.通用機電設備整機PLC控制程序編寫與調試;
(五)通用機電設備安裝與調試實訓裝備用于可考察的職業能力:
1.機械識圖能力
2.機械構件的裝配與調整能力;
3.機電設備的安裝與調試能力;
4.電路安裝能力;
5.氣動系統的安裝與調試能力;
6.通用機電設備的控制程序的編寫與調試能力;
7.自動控制系統的安裝與調試能力。